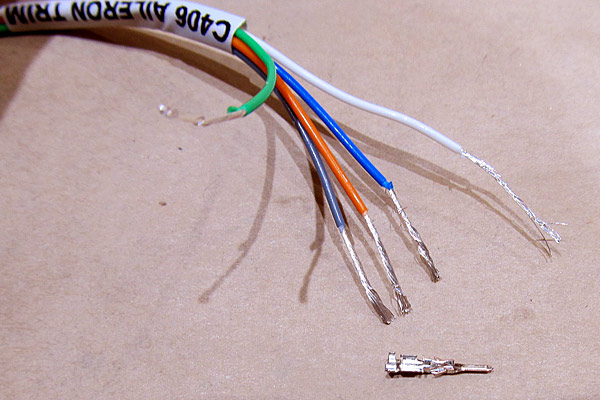
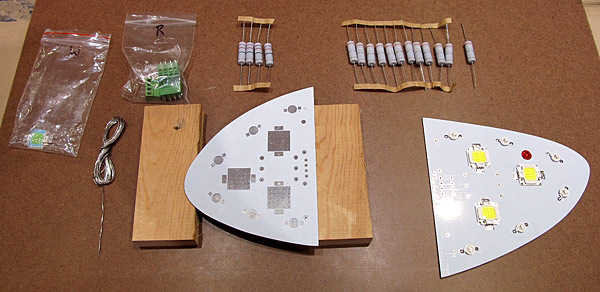
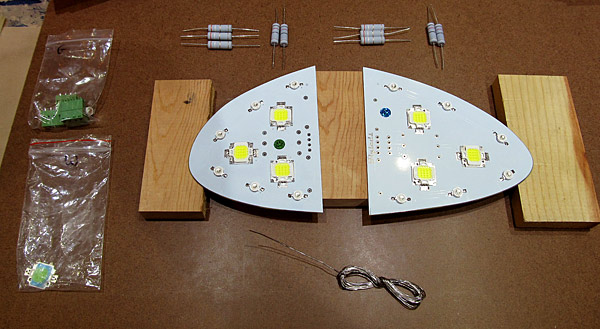
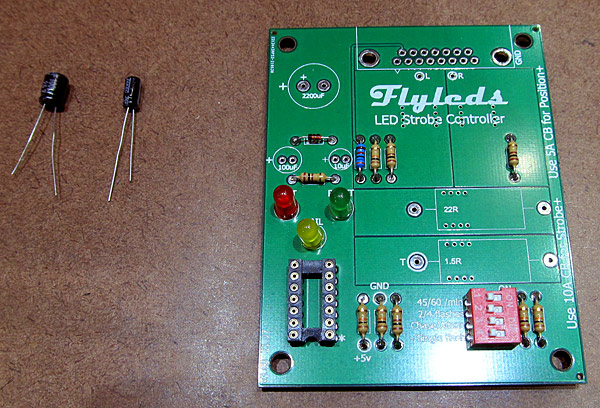
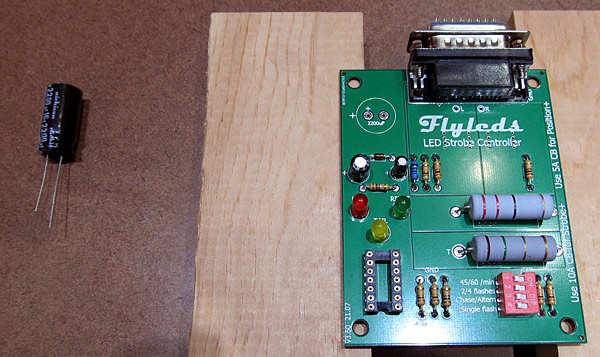
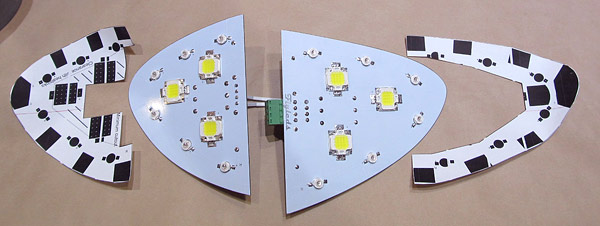
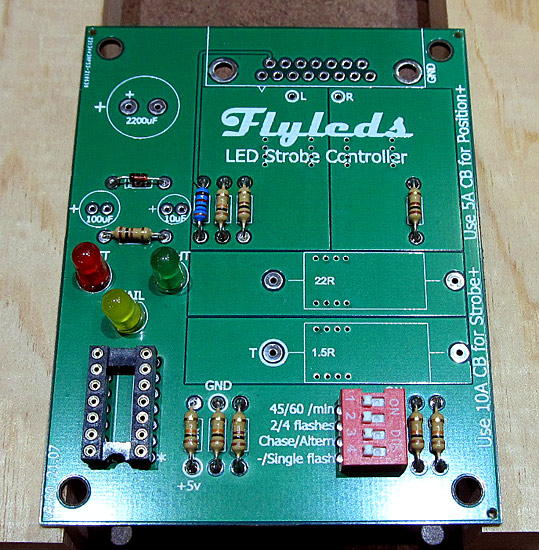
While I am waiting for the milspec 20 gauge wire to arrive, I began the process of building the strobe LED controller board.
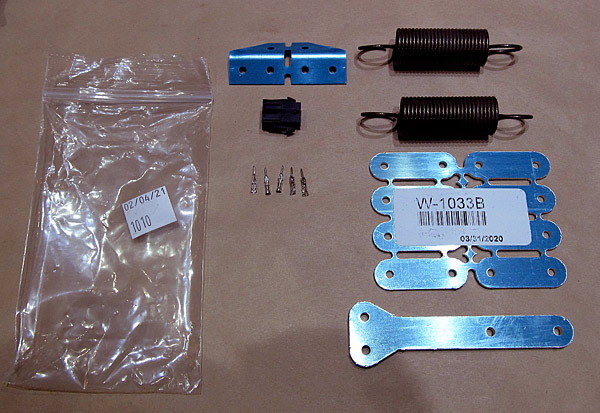
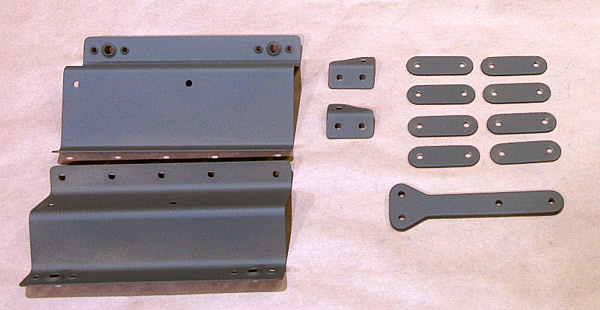
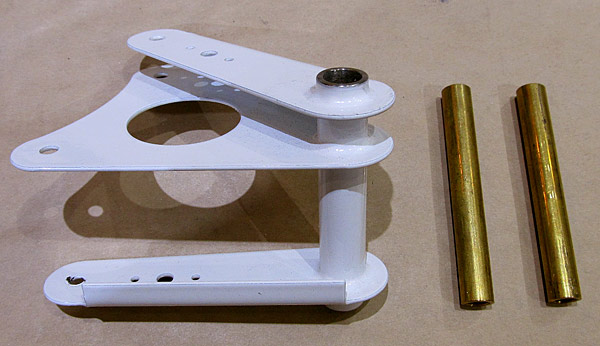
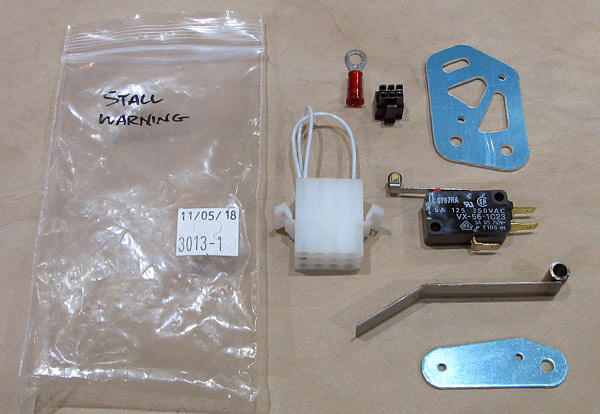
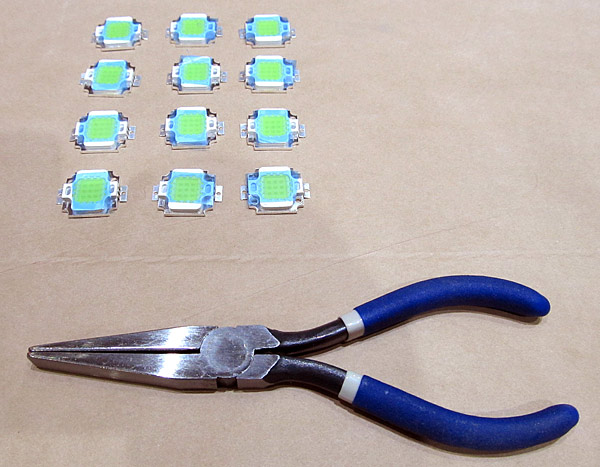
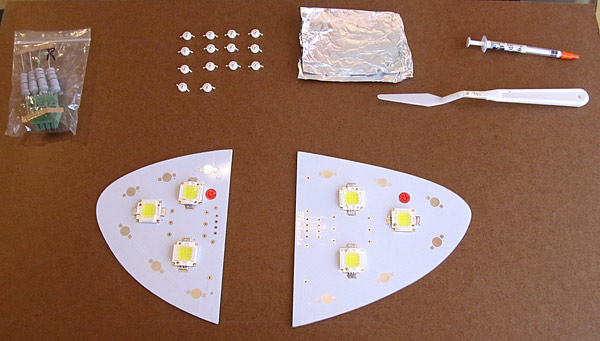
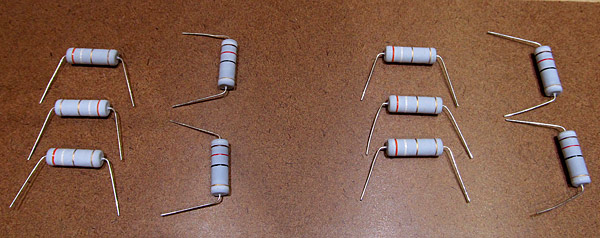
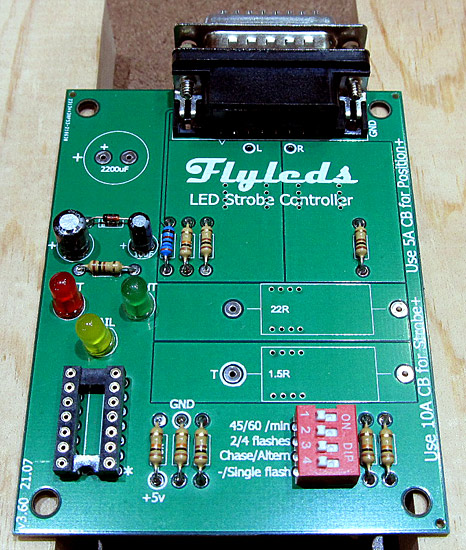
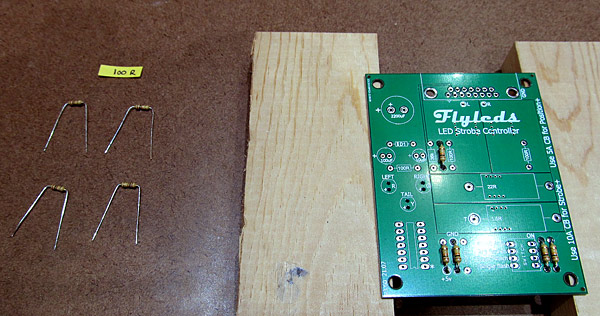
These are all of the components that will be needed to construct it.
|
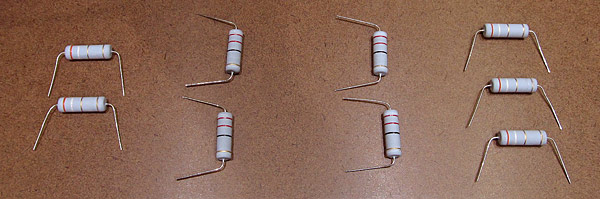
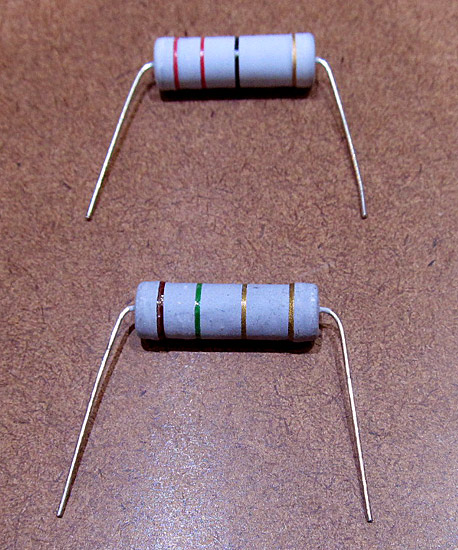
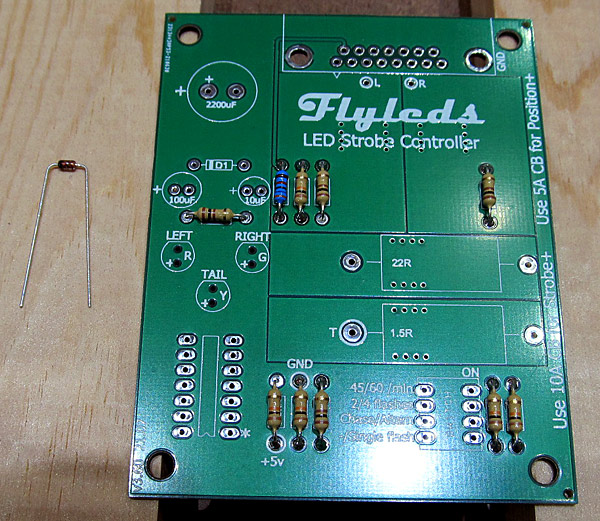
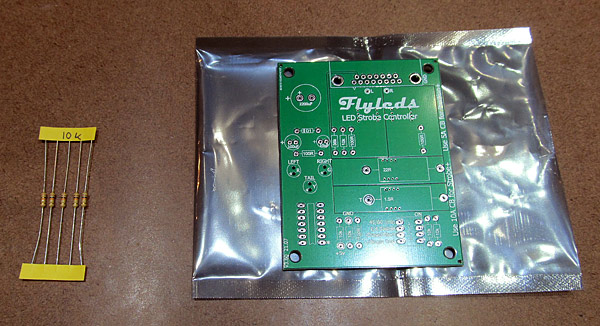 There are five 10Ω resistors that need to be prepared and installed onto the controller board first.
|
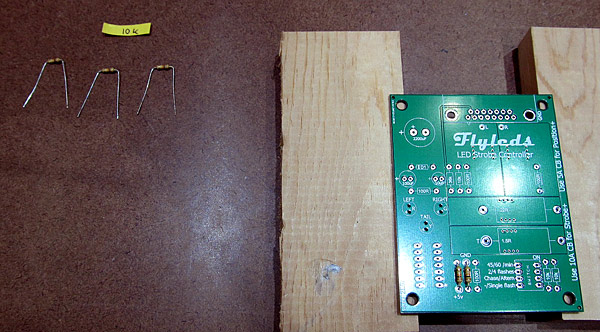 As per step one, on page two of the instructions, the legs on each of the five 10Ω ohm (brown-black-orange-gold) resistors need to have the legs (or leads) bent first and then installed onto the controller board.
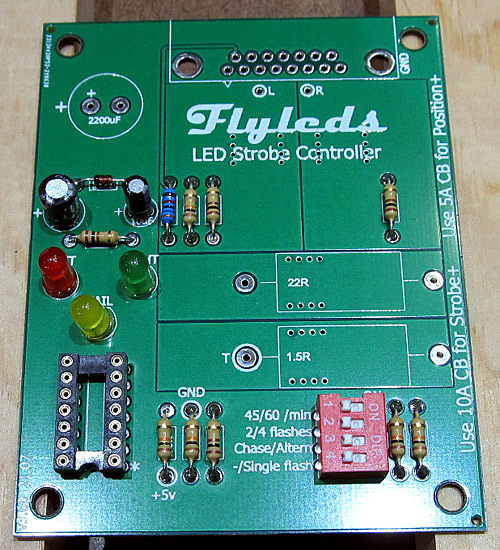
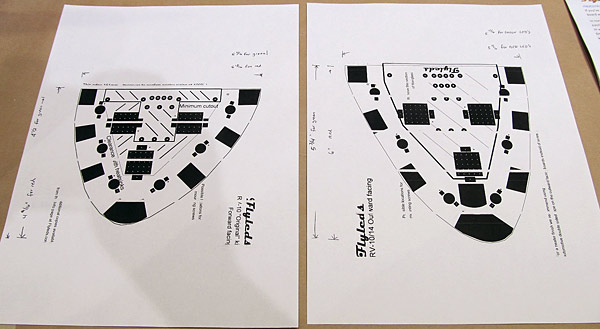
*The controller board is well marked as to where each component goes, but there is also a great diagram on page one of the instructions that also gives a reference too.
|
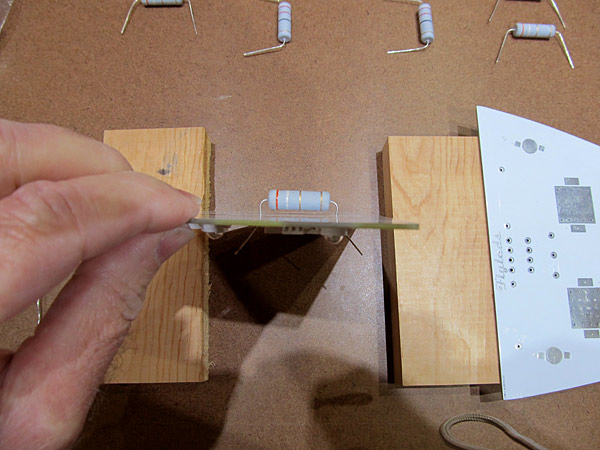
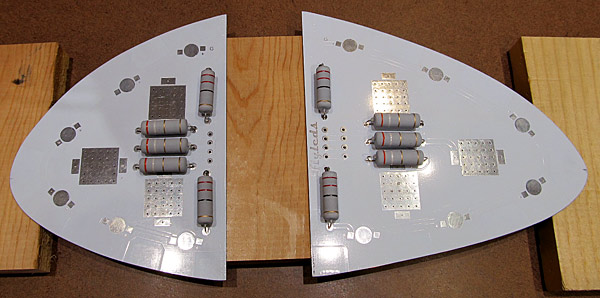
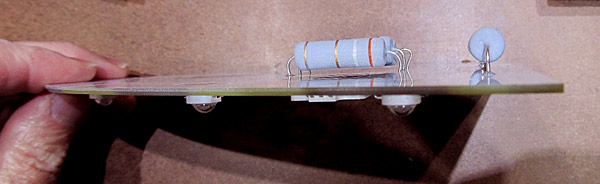
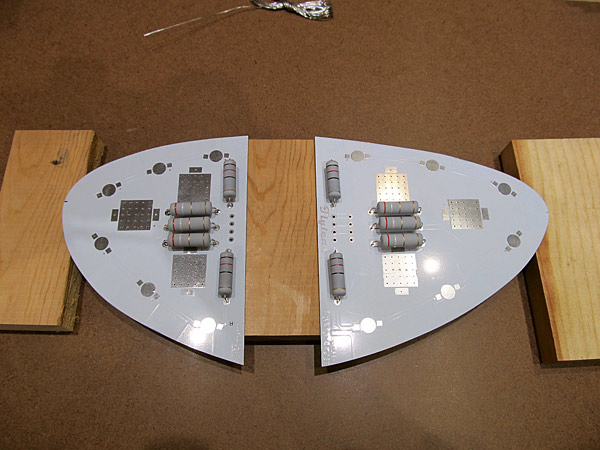
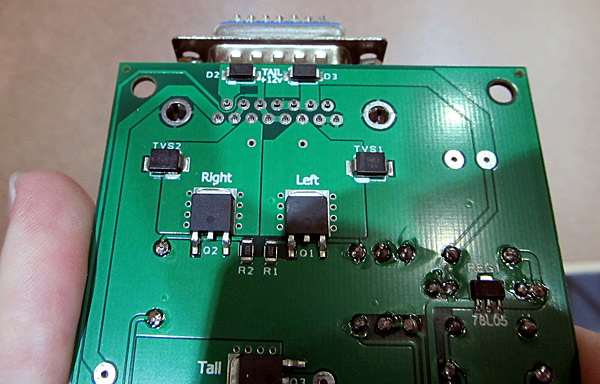
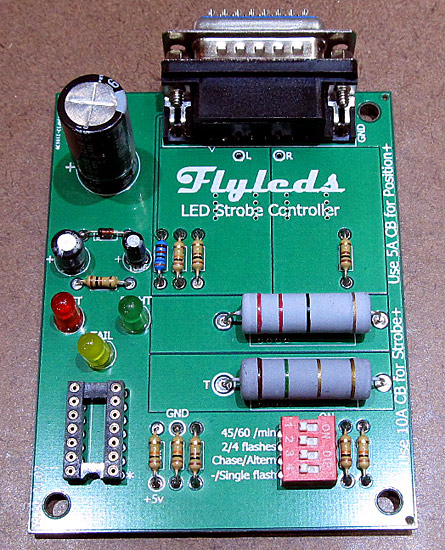
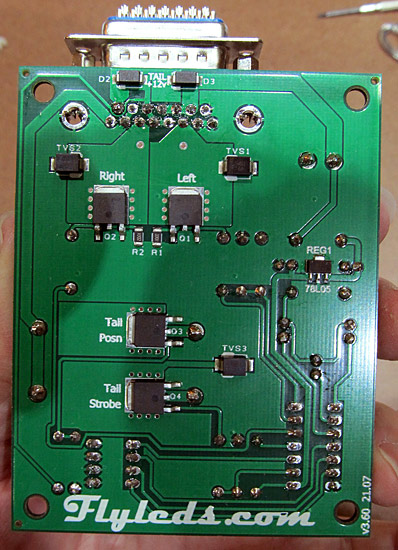
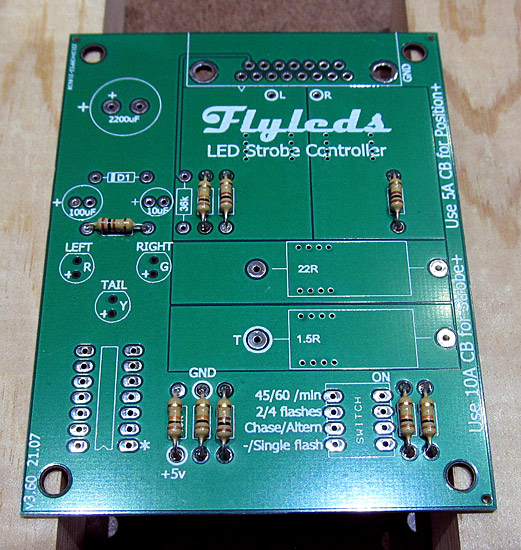
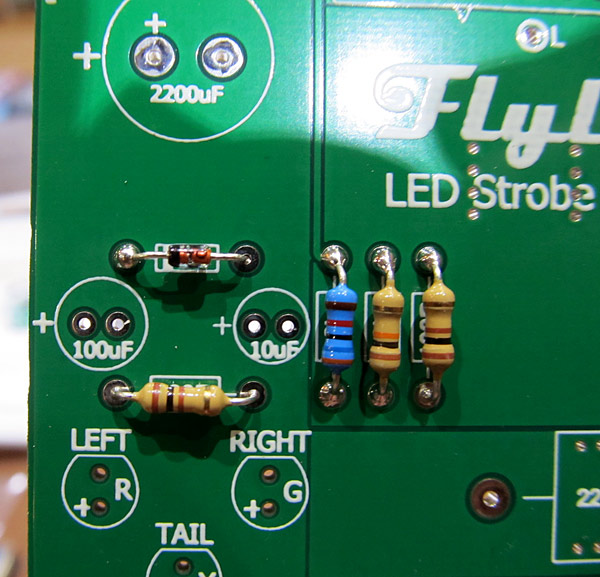
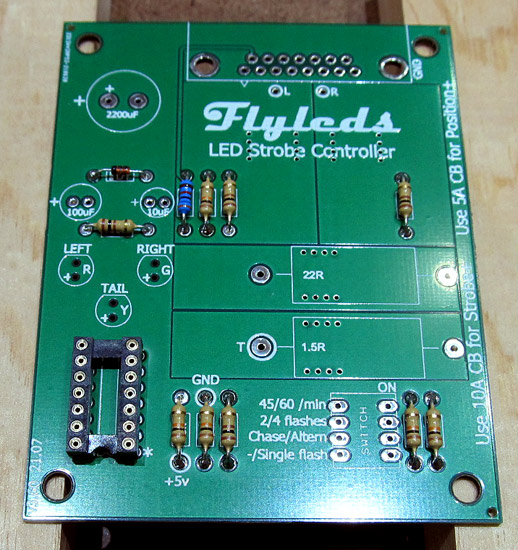
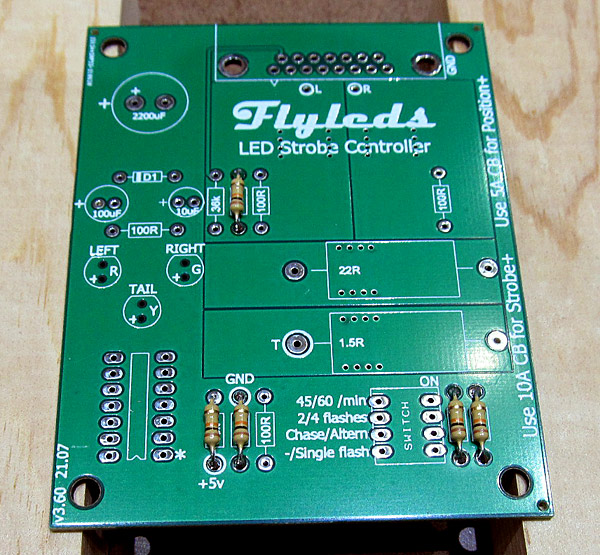 This shows all five of the 10Ω ohm resistors in the proper location and they have all been soldered.
I like to trim the excess lead (leg) material off on the back of the controller board after soldering the components in.
|
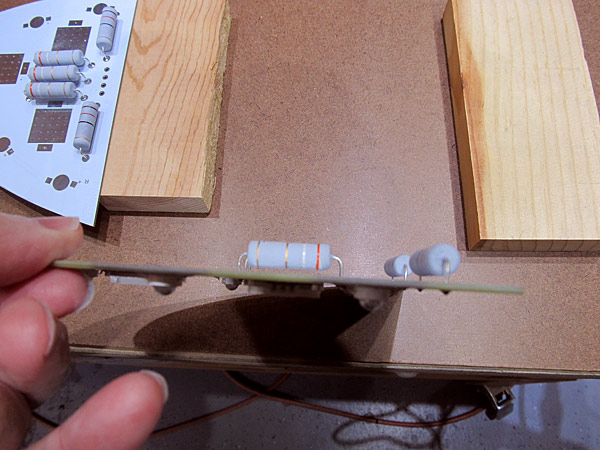
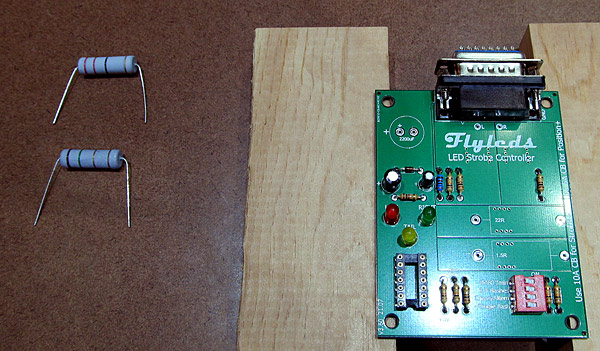
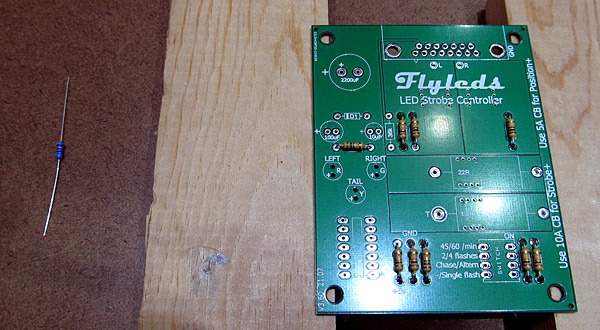
 There are four 100Ω (brown-black-brown-gold) resistors that need to be prepared for installation next.
The legs are bent as before, and the resistors are placed onto the labeled locations on the controller board.
|
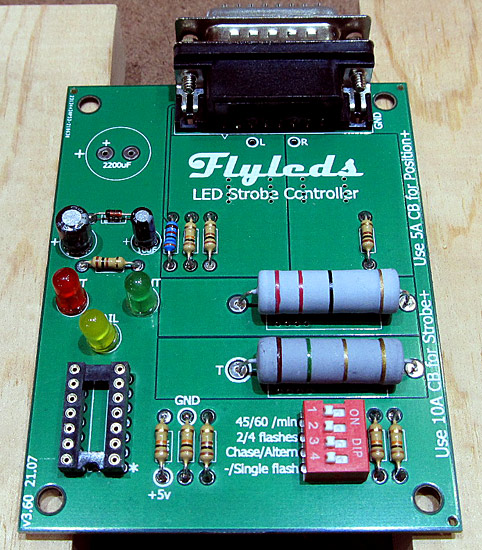
 The 100Ω ohm resistors have been soldered in place and the excess lead (leg) material trimmed off.
|
 There is one 36Ω (orange-blue-black-red-brown, blue body) resistor that needs to be prepared for installation next.
|
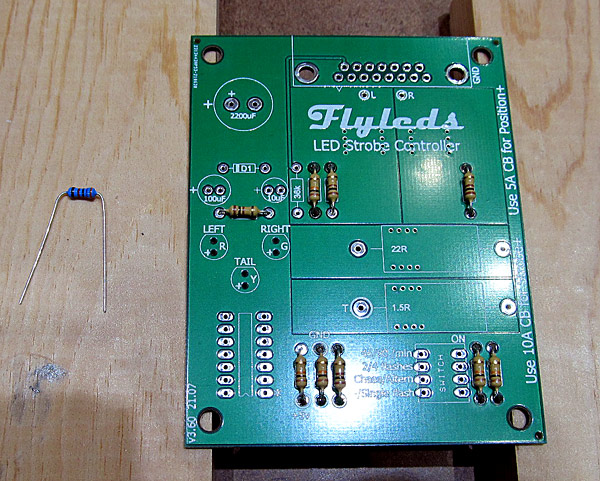 The leads (legs) of the 36Ω ohm resistor are bent before the resistor is inserted into it's proper place on the controller board.
|
 The 36Ω ohm resistor has been installed and soldered in place and the excess lead (leg) material has been trimmed off the back of the circuit board.
|
 There is a diode that needs to be installed onto the controller board next.
This is what it looks like.
*It's important to note that the diode has a black band around one end....orientation will be important when installing this onto the controller board.
|
 Just like before, the leads (legs) of the 1N4148 diode are bent before being inserted onto the controller board.
*The 1N4148 will be installed where the circuit board is marked D1 in this photograph.
The black band should be facing towards the left.
|
 This photograph shows the 1N4148 diode installed in the D1 position and it has been soldered into place. The excess lead (leg) material on the back of the circuit board has been trimmed off.
|
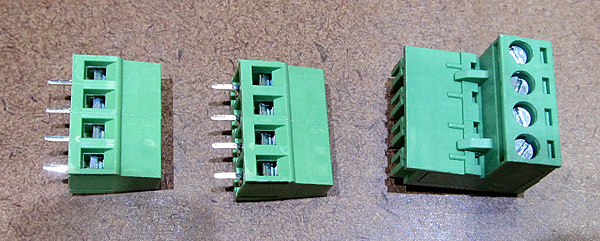
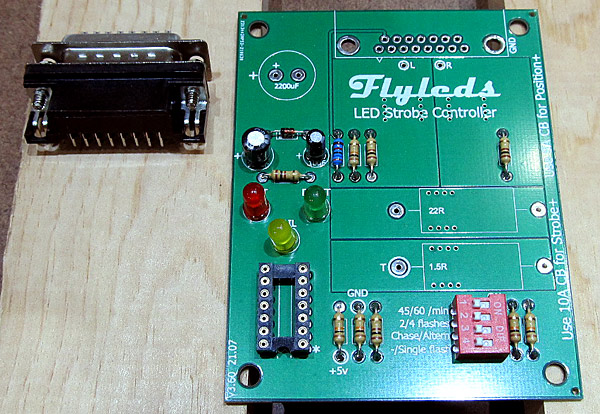
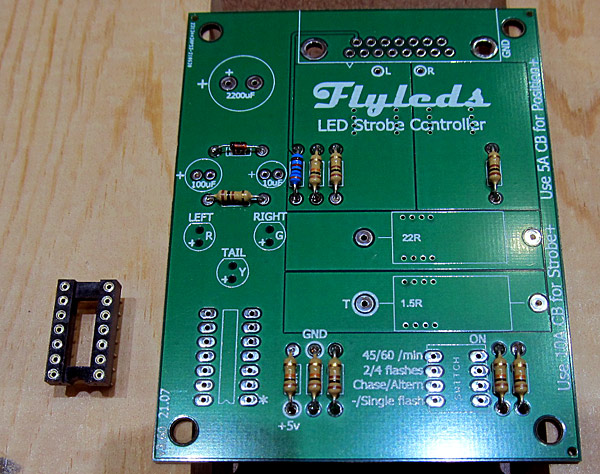 The IC socket for the microcontroller is to be installed next.
The IC socket is shown on the left in this photograph.
*Make sure to note that there is a "notch" on one end of the IC socket, it will need to be mounted aligned with the * marked on the controller board....basically it faces "south".
Each of the silver "circles" on the IC socket has a corresponding pin that will need to be soldered on the back of the board.
|
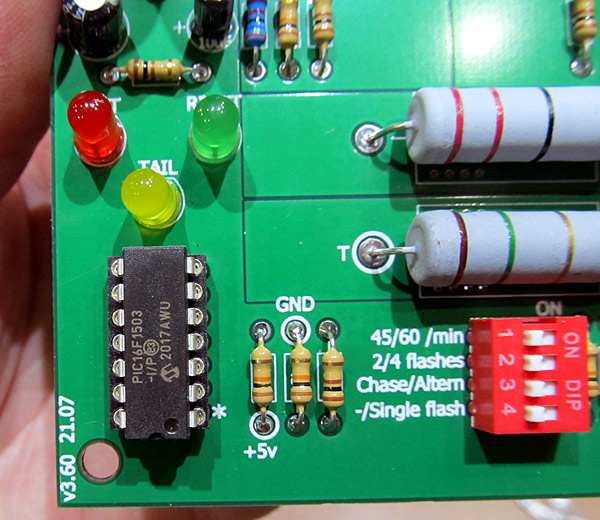
 Here is a closer look at the IC socket that has been soldered into place on the controller board.
*Make sure when soldering that the IC socket sits flush to the controller board.
|
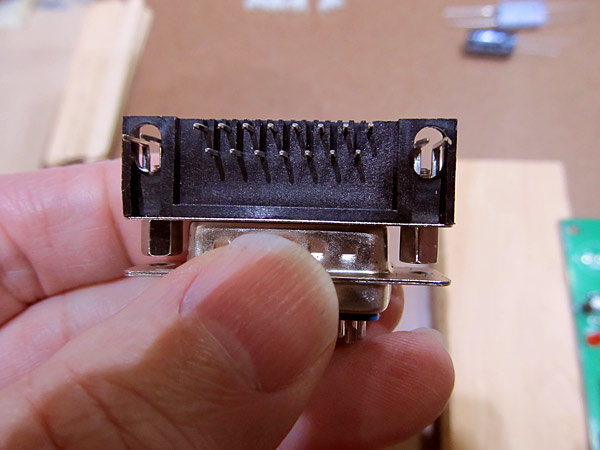
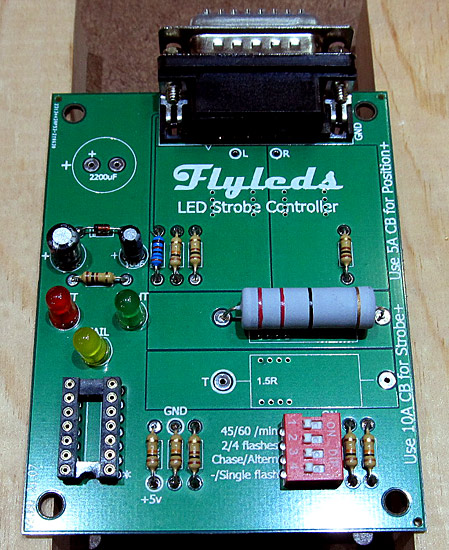
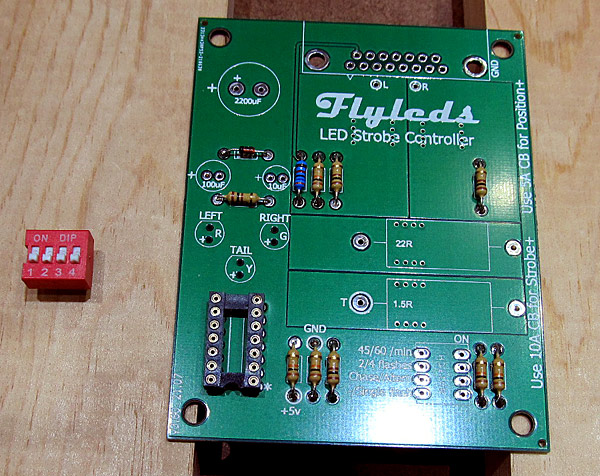 A red four-way DIP switch is to be installed next onto the controller board.
*Make sure to reference the diagram and photograph on page one of the instructions because orientation is important when mounting this component.
|
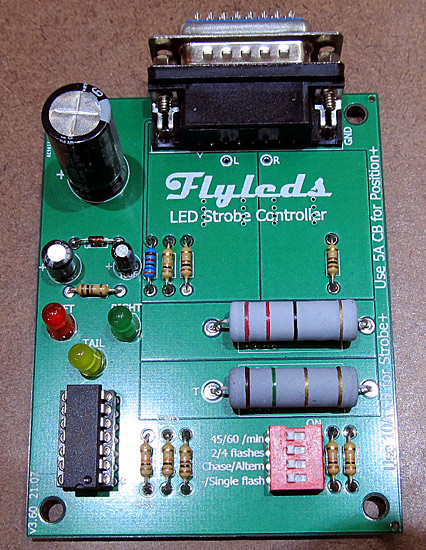
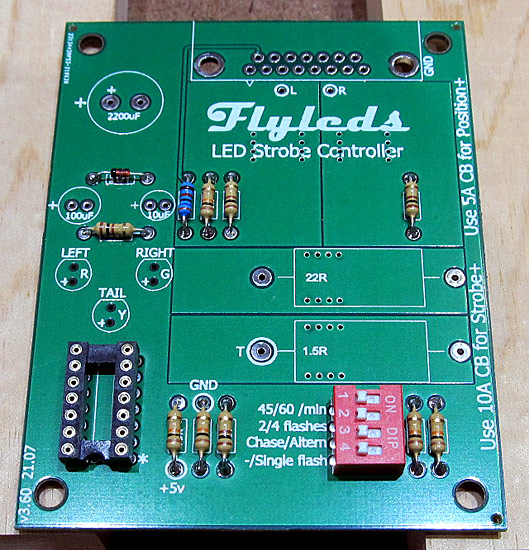 The red four-way DIP switch was soldered into it's correct position onto the controller board.
|
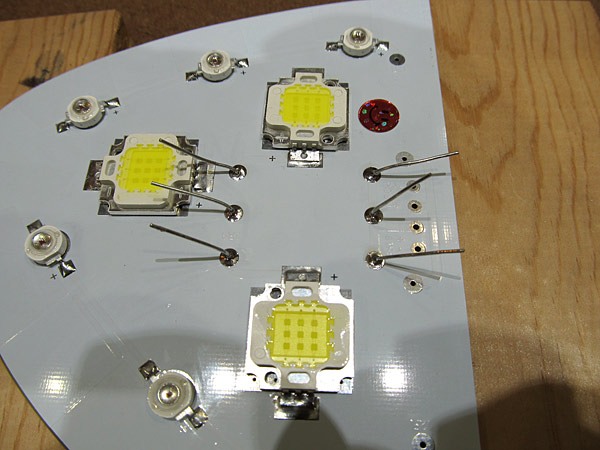
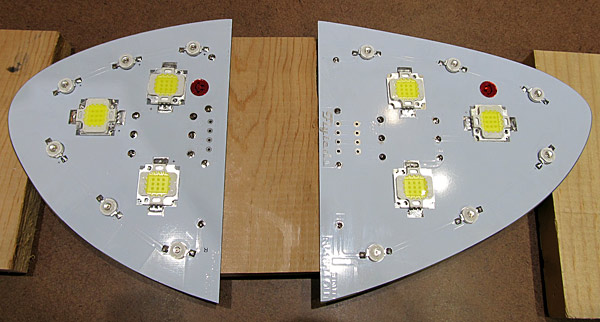
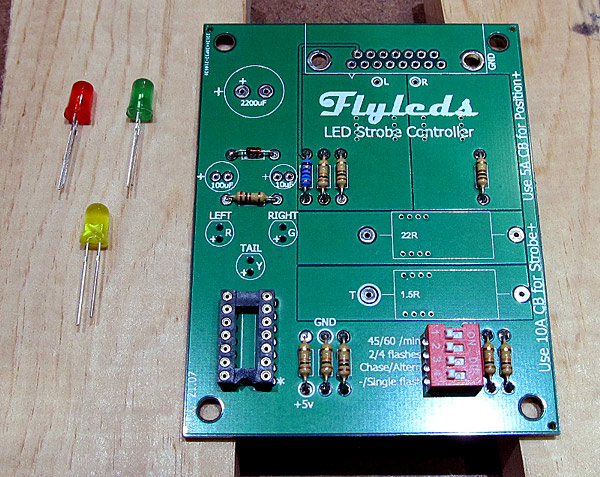 There are three colored LED lights that need to be installed next, a red LED, a green LED, and a yellow LED.
*Make sure to take note that each LED light has a longer leg.
The longer leg of each LED mounts in the hole closest to the IC socket.
|
 Here is a closer look at the LED light showing that one of the leads (leg) is longer.
*The long lead (leg) is the + positive side.
|
 The three LED's were soldered to the controller board and the excess lead (leg) material on the back of the circuit board was trimmed off.
|






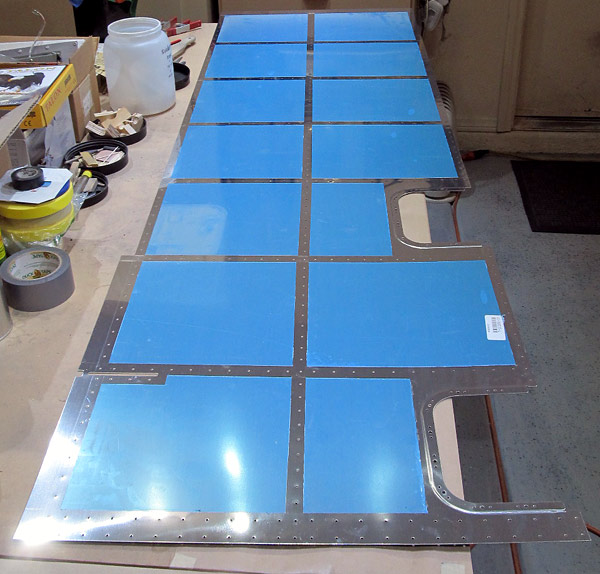
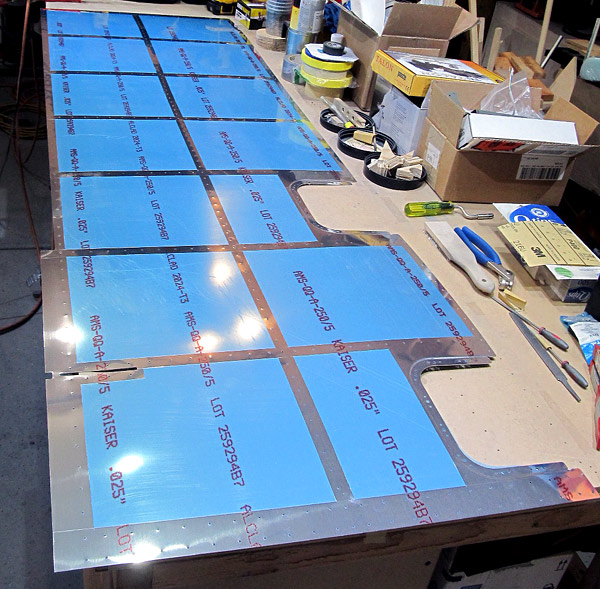
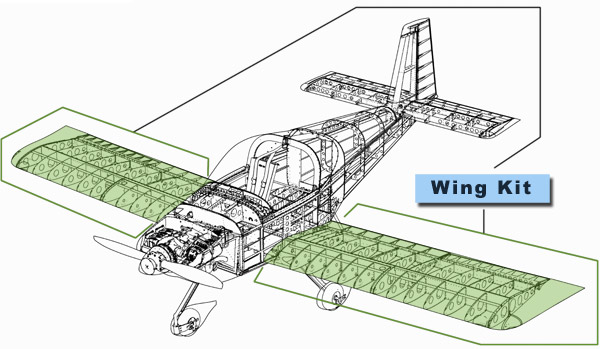 It took 8 months, almost to the day, from the time we ordered the quickbuild kits until we received them at our hangar.
It took 8 months, almost to the day, from the time we ordered the quickbuild kits until we received them at our hangar.